गुड मक्केनाबिलिटी और पोलिशबैली पूर्व कठोर 1.2738 जाली इस्पात ब्लॉक
समतुल्य ग्रेड
| जीबी | दीन | ऐसी | ASSAB |
| 3Cr2NiMnMo | 1.2738 | P20 + नी | 718 |
रासायनिक संरचना(%)
| सी | सी | Mn | पी | एस | सीआर | मो | नी |
| 0.28-0.40 | 0.20-0.80 | 0.60-1.00 | ≤0.03 | ≤0.015 | 1.40-2.00 | 0.30-0.55 | 0.80-1.20 |
कठोरता: पूर्व कठोर 33-37 एचआरसी
अनुप्रयोगों
1) उच्च चमक के साथ molds के लिए उपयुक्त।
2) मोल्ड स्टील नाइट्राइड की सतह कठोरता 650 ~ 700 एचवी तक पहुंचने के बाद, उत्पादों की संख्या 1 मिलियन से अधिक तक पहुंच सकती है।
लगभग 400 मिमी प्लस की मोटाई के साथ प्लास्टिक मोल्ड के लिए स्टील मरें।
यदि वर्दी कठोरता, ऊंचा क्रूरता और पॉलिश योग्यता समोच्च रूप में भी आवश्यक है टीवी आवास और पीछे की दीवारों के लिए ढालना, कापियर आवास; सदमे अवशोषक molds; डैशबोर्ड और बड़े बाहरी शरीर भागों के लिए molds; बर्बाद बिन ढालना; दबाव कास्टिंग फ्रेम
डिलीवरी का समय
स्टॉक आइटम 15-20 दिन; अनुकूलित आइटम 30-50 दिन
पैकिंग: मानक निर्यात पैकिंग; ग्राहकों के विशेष अनुरोध स्वीकार किए जाते हैं
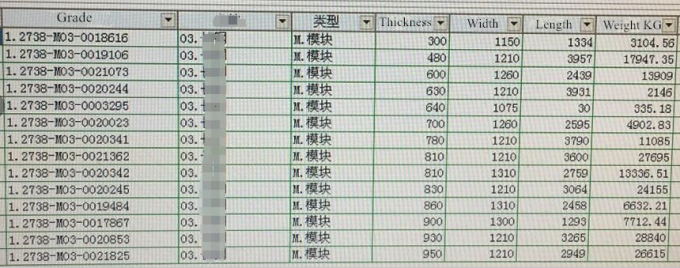
1.2738 जाली इस्पात ब्लॉक स्टॉक विवरण
हमारे फायदे
1. उच्च गुणवत्ता और पेशेवर निर्माता
2. परीक्षण और विनिर्माण के लिए उन्नत उपकरण
3. अपनी पूछताछ के अनुसार अनुकूलित सेवा
4. लघु लीड टाइम
5. अच्छी बिक्री के बाद सेवा
अवलोकन
1.2738 उपकरण स्टील पूर्व कठोर प्लास्टिक मोल्ड स्टील है।
सीआर-नी-मो मिश्र धातु इस्पात के वैक्यूम पिघलने के लिए उन्नत मरने वाले इस्पात शोधन तकनीक का इस्तेमाल करते हुए 1.2738 स्टील।
इस्पात उत्कृष्ट चमकाने और फोटो एग्किंग फूल प्रदर्शन है; उत्कृष्ट कार्यक्षमता; अच्छा पहनने के प्रतिरोध; बड़े ढालना, घने टिशू की वर्दी कठोरता; गर्मी उपचार के बिना कोई बुझाने के क्रैकिंग और गर्मी उपचार विकृति जोखिम नहीं, ढालना बनाने के चक्र को कम करना; अच्छा भूतल नाइट्राइडिंग प्रदर्शन; मोल्ड सतह कठोरता को बढ़ाने और प्रतिरोध पहनने के लिए सतह लौ सख्त उपचार हो सकता है।
शमन से पहले ढालना, एनेलिंग पूरी तरह नरम होना चाहिए। शमन के बाद स्वस्थ होना चाहिए, धीमी गति से हीटिंग
EDM EDM के बाद, एक छोटी वर्तमान, उच्च आवृत्ति होनी चाहिए, ताकि मोल्ड को नुकसान न पहुंचे। निर्वहन के बाद, मोल्ड सतह "स्पार्क व्हाइट लेयर" को हटाने के लिए जमीन और फिर तनाव को दूर करने के लिए 500 डिग्री सेल्सियस पर शांत हो जाना चाहिए।
पीसने की दरारें और सतह नरम को रोकने के लिए, प्रक्रिया को पीसने के बाद ढालना तड़का हुआ, हमें ध्यान देना चाहिए: पूर्ण शीतलन; पीस दबाव उपयुक्त; प्रसंस्करण प्रौद्योगिकी उचित है
स्टील के पहले कठोर इस्पात में चमकदार गुण हैं और आमतौर पर एल्यूमिना या जिप्सम के साथ पॉलिश किया जाता है। सबसे पहले, किसी न किसी फेंक, और फिर प्रत्येक परिवर्तन की दिशा में घर्षण पॉलिशिंग, घर्षण चमकाने का अधिक से अधिक उपयोग करना, अंतिम पॉलिशिंग का समय बहुत लंबा नहीं होना चाहिए, अन्यथा यह ढालना सतह खुरदरापन को प्रभावित करेगा।
नाइट्राइडिंग मोल्ड सतह कठोरता में वृद्धि, पहनने के प्रतिरोध और संक्षारण प्रतिरोध को बढ़ा सकते हैं। हालांकि स्टील को कठोर परिश्रम किया गया है, लेकिन कठोरता में सुधार के लिए अभी भी गर्मी का इलाज कर सकता है।


 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!